登录
登录
 注册
注册
光伏产线追溯丨条码扛不住,RFID才是正解
光伏电池片产线上有一个很尴尬的场面:
花篮进酸槽之前,条码扫得好好的。出来之后,条码被腐蚀得面目全非。下一道工序的员工对着花篮反复扫码,扫不上。要么手输,要么跳过。
等到成品测出来效率偏低,想往回追溯是哪道工序出了问题——数据断在那道酸洗之后,查无可查。
这不是某个工厂的管理问题。这是用条码去扛腐蚀、高温、粉尘,工具选错了。
光伏产线对追溯介质的要求,条码够不上
制绒,酸碱溶液。扩散,800度以上高温。刻蚀,又是腐蚀性液体。镀膜,粉尘环境。
条码的本质是“光学识别”——靠的是黑白对比。酸一泡、高温一烤、粉尘一糊,对比度没了,扫码枪识别不了。
而行业里普遍的情况是:一个花篮在产线上流转几十道工序,条码能撑过三分之一不坏,就算运气好了。
那怎么办?换更贵的标签纸?做覆膜保护?都试过。效果有限,成本上去了,问题没解决。
因为条码的底层逻辑就不适合这个场景——它再贵也是靠“看”的,而环境让它“看不见”。
RFID的逻辑不一样:不用看,靠“听”
RFID的逻辑不一样:不用看,靠“听”
RFID不是光学识别,是射频识别。读写器和标签之间不需要对得准,不需要看得见。
花篮经过工位,读头自动读到标签。脏了、糊了、歪了、被挡住了,都不影响。
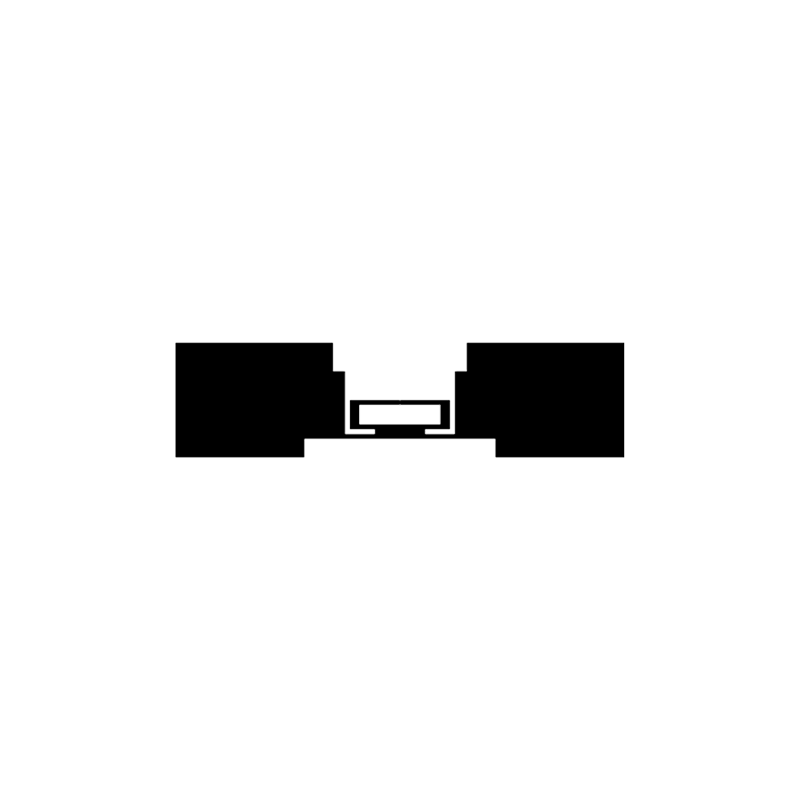
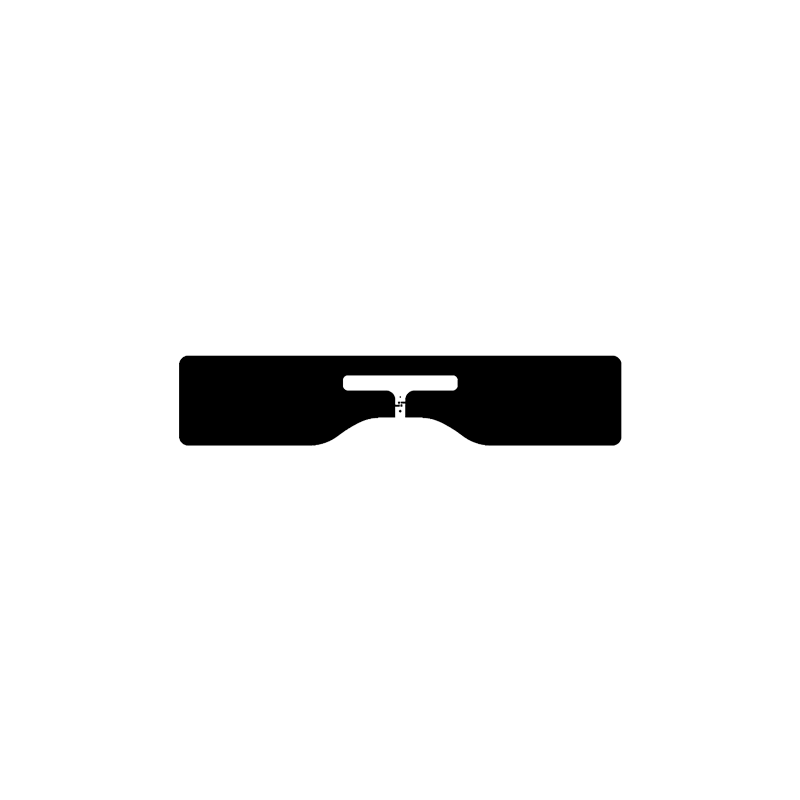
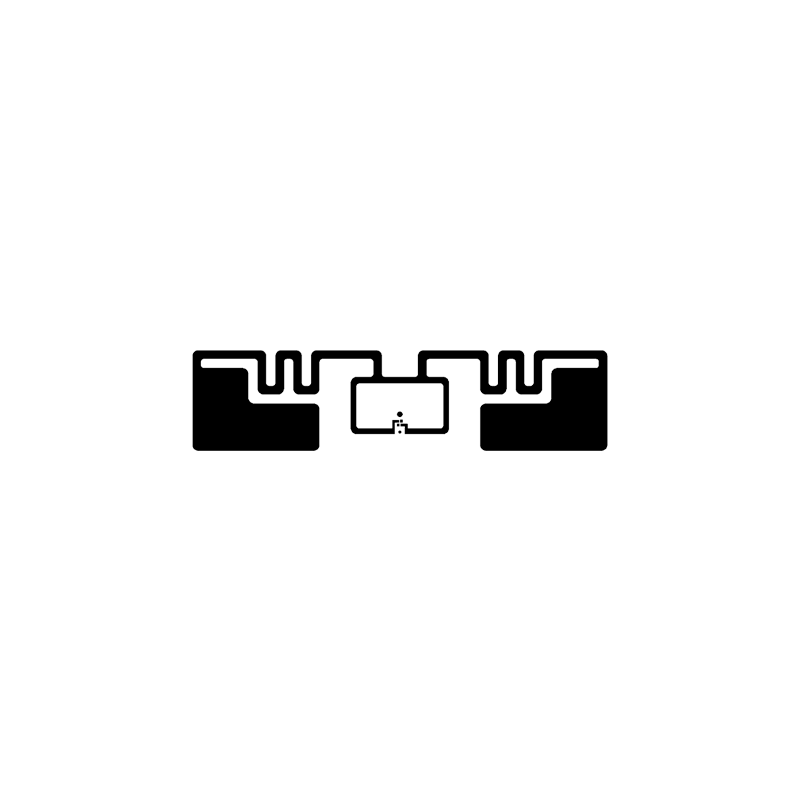
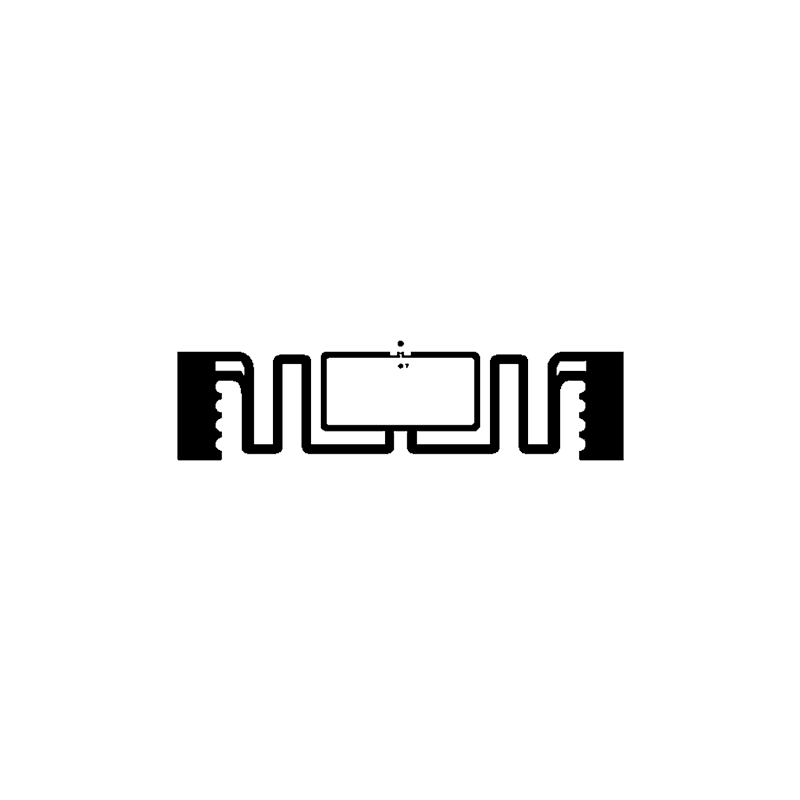
更重要的是,RFID标签可以封装。耐腐蚀的、耐高温的、抗粉尘的,按工况选型。封装好了,花篮在酸槽里怎么泡,标签里面的芯片不受影响。
条码是“贴上去”的,环境一恶劣就坏。RFID是“封起来”的,环境恶劣也不怕。
“条码靠看,RFID靠听”
怎么用?分两步走!
No.1
在问题最严重的环节先试点。
比如酸洗槽前后。进槽前读一次,确认花篮ID;出槽后再读一次,确认没丢。
如果出槽后读不到,系统立刻报警——而不是等到成品测出来有问题再回头查。
No.2
把RFID读头铺到每个关键工位。
制绒、扩散、刻蚀、镀膜、丝印、烧结——每个设备的上料口装一个读头。花篮到位自动读,ID自动关联该工序的工艺参数。
这样走完整个产线,每个花篮的“行程记录”就完整了:几点几分进了哪台设备、当时温度多少、压力多少、谁操作的,全在系统里。
成品出问题,输入批次号,一键查到底。