登录
登录
 注册
注册
RFID物资管理方案解决了哪些问题?
物资管理正在发生变化
在企业日常运营过程中,物资管理看似属于后勤保障环节,实际上却直接影响采购、仓储、生产、运维以及财务管理等多个部门的工作效率。过去,许多企业依靠纸质台账、Excel表格、条码扫描以及人工登记完成物资管理,在物资数量较少时尚能满足需求。
但随着企业规模扩大,仓库面积增加,资产数量持续增长,传统管理方式逐渐暴露出诸多问题。库存数据更新不及时导致账实不符,盘点工作耗费大量人力和时间,设备借用后难以追踪去向,高价值资产偶尔出现遗失却无法快速定位责任环节,采购部门因为无法掌握真实库存而重复采购,部分物料长期闲置却无人发现。
尤其是在制造业、电力、医疗、物流仓储以及政府单位等领域,企业管理的往往不是几十件、几百件物资,而是数千件甚至数万件资产和物料。当数据依赖人工维护时,管理效率和准确率都会受到明显影响。
很多企业在数字化升级过程中发现,物资管理已经不仅仅是记录数量的问题,而是如何实时掌握每件物资的状态、位置、流向和使用情况的问题。RFID技术正是在这一背景下得到广泛应用。通过为物资赋予唯一电子身份,实现自动识别、自动采集和自动记录,企业能够建立覆盖全生命周期的数字化管理体系,从源头解决长期存在的数据不透明、效率低和追溯困难等问题。
RFID系统由什么组成?
完整的RFID物资管理方案并不仅仅是一张电子标签,而是由标签、芯片、读写设备、通信网络以及管理平台共同组成的数据采集与管理体系。

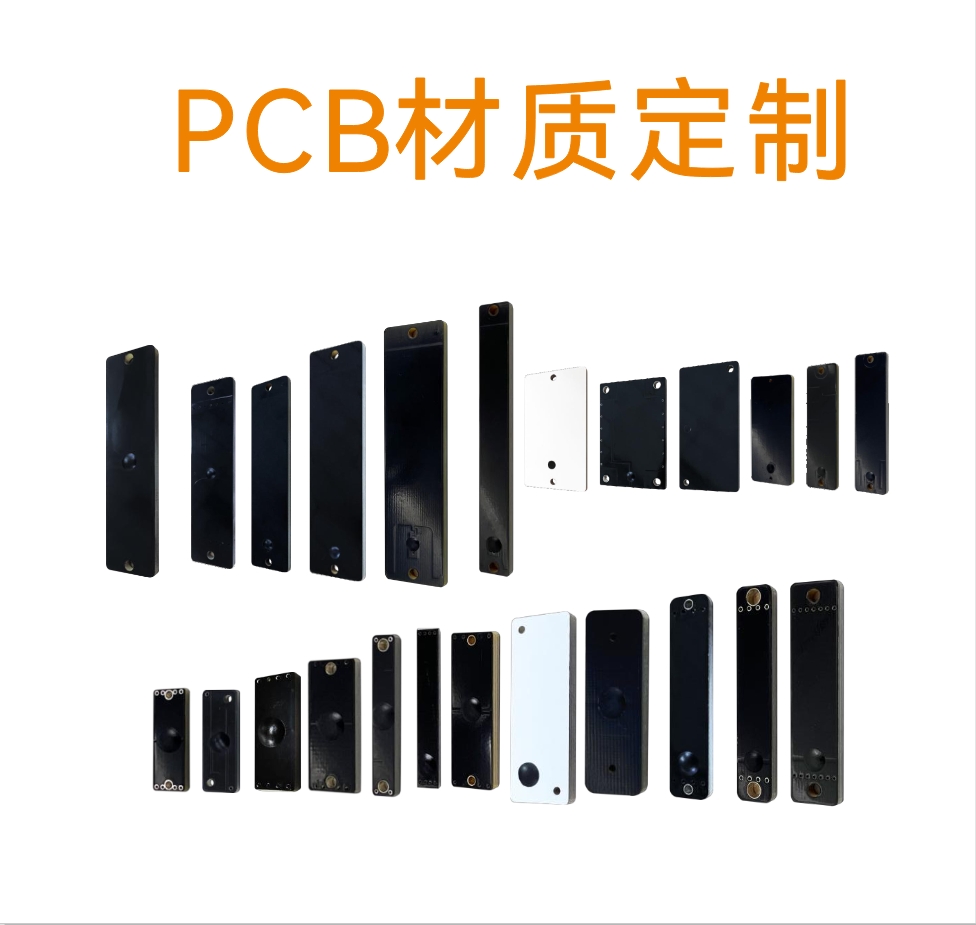
首先是RFID电子标签。每张标签都拥有唯一编码,相当于物资的数字身份证。当标签绑定到设备、工具、物料或固定资产后,系统便能够识别其身份信息。根据不同应用环境,企业可以选择抗金属标签、柔性标签、耐高温标签或工业级标签等不同产品类型。
标签内部的芯片决定了识别性能。目前行业内应用较多的芯片包括Impinj Monza R6、NXP UCODE 8以及Alien Higgs-9等型号。这些芯片具备较高的读取灵敏度和稳定性,在复杂仓储环境中依然能够保持良好的识别效果。以NXP UCODE 8为例,其读取性能较上一代产品提升明显,能够满足大批量物资快速识别需求。
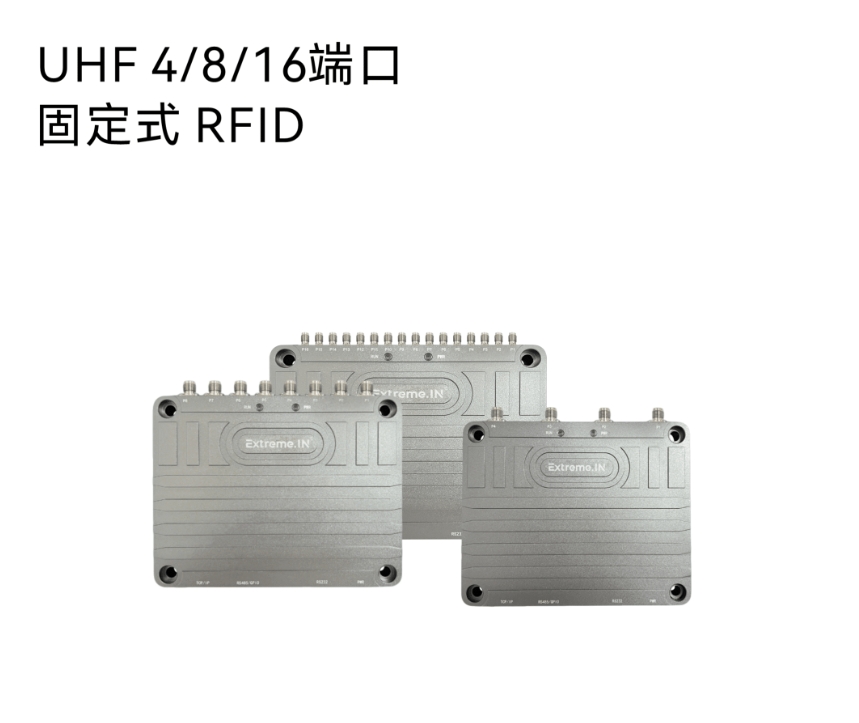
其次是RFID读写设备,包括固定式读写器、工业通道门、桌面发卡设备以及手持终端。固定设备主要负责自动采集数据,手持终端则适用于移动盘点和现场巡检等场景。当前主流UHF RFID设备在理想环境下读取距离可达到8米至15米,部分特殊场景甚至可以实现更远距离识别。
在软件层面,管理平台负责完成数据处理、业务流程控制以及统计分析。能够将标签数据与仓储、资产、库存及审批流程进行关联,实现物资全生命周期管理。
当这些组件协同工作时,企业便拥有了一套能够实时感知物资状态的数据管理系统。
从入库到盘点
对于大多数企业而言,仓库管理是RFID最先发挥价值的环节。
传统入库过程中,工作人员需要逐项核对采购单、填写入库信息、录入系统数据并完成上架操作。当物资数量较大时,不仅效率较低,而且容易产生录入错误。一旦基础数据出现偏差,后续库存管理将持续受到影响。
RFID系统上线后,整个流程发生明显变化:
1. 物资到货后自动绑定RFID电子标签;
2. 通过读写设备快速完成批量识别;
3. 系统自动建立库存记录并同步数据;
4. 完成入库确认和库位管理。
同样的变化也体现在出库环节。过去需要逐件扫码核对的工作,如今可以通过通道式识别设备一次性完成批量读取。物资经过出库区域时,系统自动记录时间、数量和流向信息,大幅减少人工干预。
盘点则是RFID最直观的应用价值之一。传统盘点需要逐件寻找和核对物资信息,仓库面积越大,耗费时间越长。对于拥有5000平方米以上仓储空间的企业而言,一次全面盘点往往需要数天时间。
采用RFID后,工作人员只需携带手持终端在仓库区域移动,即可快速完成批量识别。实际项目数据显示,部分企业原本需要8小时完成的盘点任务,在RFID系统支持下仅需30分钟至1小时即可完成,盘点效率提升超过80%。同时,库存准确率也可由原来的90%左右提升至98%以上。
对于管理人员而言,更重要的是库存数据从静态统计变成了实时更新,企业能够随时掌握库存状态,而无需等待月底或季度盘点结果。
物资去了哪里,一查便知
很多企业面临的问题并非库存数量不清楚,而是不知道物资究竟在哪里。
设备借给哪个部门使用、工具由谁保管、高价值资产目前处于什么状态,这些问题往往需要花费大量时间查询。特别是在跨部门协作频繁的企业中,物资流转记录不完整容易导致责任不清、寻找困难以及资产利用率下降。
RFID系统最大的特点之一,就是能够自动记录物资流转过程中的关键节点信息。当物资进入仓库、离开仓库、完成调拨、进入维修环节或者归还时,系统都会自动生成记录。
管理平台能够实时展示物资的当前位置、历史流转轨迹、责任部门以及责任人员信息。对于固定资产而言,从采购到报废的整个过程都能够形成完整档案。
这种管理模式不仅方便查询,更能够帮助企业建立可追溯机制。
例如一台价值数万元的检测设备,在过去可能需要通过电话、邮件甚至现场寻找确认当前位置。而在RFID系统中,只需输入设备编号,即可快速查看最近一次读取记录以及当前所在区域。
对于电力设备、医疗器械、实验仪器以及工业设备等高价值资产而言,这种追踪能力具有非常重要的管理意义。
数据开始创造价值
很多企业最初关注RFID,是因为希望提高盘点效率或减少人工成本。但在实际应用过程中,管理层往往发现其价值远不止于此。
当企业能够持续获得准确、实时的数据时,很多管理决策开始变得更加科学。
例如库存周转率能够被持续监测,采购部门可以根据实际消耗情况制定采购计划;设备使用频率能够被量化分析,管理人员可以优化资产配置;长期闲置物资能够被及时发现,减少库存积压;维修记录能够形成历史档案,为设备维护提供依据。
通过长期数据积累,企业不仅知道仓库里有什么,还能够知道哪些物资使用频率最高、哪些资产利用率偏低、哪些设备需要提前维护。
管理模式也从过去依靠经验判断逐步转向依靠数据分析。
在已经完成数字化升级的项目中,常见收益包括:
1. 库存准确率提升至99%左右;
2. 盘点时间缩短80%以上;
3. 人工管理成本降低30%以上;
4. 资产利用率提升20%以上;
5. 库存周转效率提高40%以上。

这些数据并非来源于单一环节优化,而是整个物资管理流程数字化后形成的综合效果。
哪些行业最先受益?
随着RFID技术成熟度不断提高,其应用范围也在持续扩大。目前较为成熟的应用领域包括:
制造业物料与备件管理
电力设备资产管理
医疗耗材与器械管理
仓储物流管理
政府固定资产管理
在制造业中,RFID能够帮助企业管理原材料、半成品以及生产工具,提高生产协同效率。
在电力行业,数千件设备资产能够实现快速盘点和巡检管理。
在医疗机构,高值耗材和医疗器械可以实现全过程追踪。在大型物流中心,RFID则能够提升出入库效率和库存准确率。
不同场景虽然管理对象不同,但目标基本一致,即通过自动识别技术提升管理透明度,降低运营成本,并建立可持续的数据管理体系。